

Jak powinna przebiegać naprawa dużych wgnieceń (liniowych i podłużnych)?




Duże wgniecenia na karoserii stanowią zawsze spore wyzwanie dla specjalisty przeprowadzającego remont. W przypadku uszkodzeń liniowych i podłużnych problemem jest nie tyle wielkość co charakter uszkodzonej powierzchni. Podobnie jak w przypadku uszkodzeń okrągłch bądź eliptycznych, ostre załamania, odłożone mocne naprężenia na powierzchni i/lub brzegach wgniecenia – uniemożliwiają usunięcie wgniecenia w technice PDR. Jak poradzić sobie z naprawą wnieceń liniowych i podłużnych metodą PDR - dowiesz się z niniejszego poradnika.
Jak przebiega proces naprawy dużych wgnieceń o kształcie liniowym lub podłużnym metodą PDR?
Naprawę wgniecenia dużego warto rozpoczynać narzędziami o dużej powierzchni przylegania. Stosując metodę klejową (PULL) warto zastosować grzybki/adaptery o wielkościach jak najbardziej zbliżonych do wielkości uszkodzenia ale zawsze nieco mniejszymi od wgniecenia. Jeżeli wgniecenie rozległe ma łagodny charakter, to warto rozpocząć prace od zastosowania przyssawek.
Przyssawki dobrze będą sprawdzały się w naprawach o kształtach okrągłych i eliptycznych ale nie sprawdzą się w przypadku uszkodzeń liniowych i podłużnych. W takich przypadkach korzystnie jest zastosować listwy klejowe i belki wyciągające (NTools PULL System) – pochodne i zbieżne z rozwiązaniami znanymi i stosowanymi w naprawach blacharskich z zastosowaniem spotera. Listwy klejowe mają powierzchnie płaskie (o różnych szerokościach – wąskie (22 x 156mm APP LWK 1), średnie (36 x 156mm APP LWK 4), szerokie (50 x 156mm APP LWK 2)) oraz powierzchnie zaoblone/zaokrąglone (APP LWK 3) oraz powierzchnie o profilu trójkątnym (APP LWK 3). Długość i szerokość listwy należy dobrać do długości i kształtu usuwanego uszkodzenia. Najlepiej gdyby była ona niemal równa z długością uszkodzenia. Kształt powierzchni listwy klejowej powinien być zbieżny z charakterem wgniecenia. Do ostrzejszych defektów stosuje się listwy o przekroju trójkątnym. Do niezbyt łagodnych i głębszych – listwy zaokrąglone. Do uszkodzeń płaskich i/lub rozległych – listwy o płaskiej powierzchni.
Korzystnym sposobem przykładania siły do wyciągania wgniecenia jest użycie belki wyciągającej. Belka umożliwia łagodne, precyzyjne przykładanie siły. Mając podpory o regulowanym rozstawie i wahliwie mocowane podstawy z warstwą amortyzującą, pozwala na łagodne, precyzyjne przykładanie siły. Umożliwia naciągnięcie i stabilizację blachy w pozycji naprężonej, dzięki systemowi z pokrętłem śrubowym i pazurem wyciągającym o zmiennej liczbie amortyzowanych uchwytów (np. NTools BW-STANDARD - Belka wyciągająca z osprzętem - PULL SYSTEM) . Dzięki temu możliwym jest ostukiwanie, opukiwanie naprężonej blachy odpowiednim młotkiem, dzięki czemu naprężenia są zmniejszane i w konsekwencji likwidowane w sposób kontrolowany przez Technika. Powierzchnia uszkodzenia jest wyciągana począwszy od najgłębszych fragmentów i stopniowo dochodzą płytsze obszary uszkodzenia. Dzięki temu unika się szarpania i generowania pofalowań i nadmiernych, niepożądanych deformacji powierzchni. Wgniecenie prostuje się łagodnie, stopniowo, precyzyjnie, według kontrolującego je Technika.
Korzystając z metody klejowej na obszarach sztywniejszych rekomendowana jest praca młotkami bezwładnościowymi (młotkami odwrotnymi, przeciwwagami). Masę używanego młotka uzależnia się od twardości/grubości naprawianej blachy. Im grubsza blacha tym młotek cięższy (około 1000g – Ntools MB1000). Uwzględniając cechy blach we współcześnie produkowanych samochodach, najczęściej pracuje się młotkami bezwładnościowymi o masie około 400 gramów – Ntools MB400. Na obszarach usztywnionych w pobliżu krawędzi lub przetłoczeń praca Pullerm nie daje wystarczających efektów i jednocześnie niesie ryzyko generowania śladów podpór Pullera w miejscu ich kontaktu z naprawianym elementem.
Jak rodzaj młotków sprawdzi się podczas prac w technologii PDR?
W trakcie pracy należy odprężać obszar uszkodzenia ostukując, opukując wypiętrzone obszary młotkami PDR. Młotki wykorzystywane w pracach technologią PDR to młotki lekkie. Ich ciężar waha się od 100 do 200 gram. Młotki te winny być dobrze wyważone, rozkład masy powinien być równomierny:
- NTS MDW - precyzyjny mały młotek blacharski z dwoma okrągłymi bijakami ze sferycznie wykończoną powierzchnią roboczą. Z jednej strony bijak PTFE - twardy, z drugiej gumowy. Średnica stopki ok. 12mm. Trzonek z litego drewna hikorowego. Bez rezonansowe drewno trzonka doskonale współpracuje z pobijakami przy wbijaniu wzgórków.
- NTools PDR Carbon Hammer to młotek do blendowania . Trzonek młotka wykonany jest z lekkiego a zarazem bardzo wytrzymałego włókna węglowego - Carbon. Powierzchnia trzonka jest matowa (dodatkowo szlifowana) co przekłada się na poprawę chwytu Technika. Długość 435 mm (z możliwością przedłużenia o 200 mm) i odpowiednie wyważenie przy całkowitej wadze 210 g, pozwala na precyzyjną i efektywną pracę.
Dobór odpowiedniego młotka sprawia, że praca młotkiem nie pozostawia śladów na lakierze. Co ciekawe, pod względem pozostawianiu śladów pracy na lakierze, młotek jest rozwiązaniem bezpieczniejszym niż pobijak. Nie zawsze i nie wszędzie praca młotkiem jest możliwa i wystarczająca. Przy wbijaniu wzgórków, koron i miejsc odłożenia naprężeń, przy naprawie wgnieceń liniowych i podłużnych warto stosować pobijaki o kształcie podłużnym, a nie jak zwykle okrągłym. NTools TP12 zawiera w swoim składzie co najmniej cztery końcówki dedykowane do wbijania wzgórków liniowych i podłużnych. Ze względu na inny jednostkowy nacisk na powierzchnię pobijaka z taką końcówką, do uderzania w pobijak należy zastosować młotek NTS MDW wykorzystując go w sposób konwencjonalny, uderzając końcówką gumową ( a nie jak zwykle w PDR – trzonkiem). Przy wbijaniu wzgórków wygenerowanych przy wypychaniu drutem niezbędne jest wbijanie wzgórków z wykorzystaniem pobijaków zakończonych ostro, pobijaków twardych lub o końcówkach uelastycznionych nakładkami z tworzyw.
Naprawa dużych wgnieceń o kształcie liniowym lub podłużnym techniką PUSH
Przy wykorzystywaniu w naprawie dużych wgnieceń techniki wypychowej PUSH, warto a nawet trzeba, a w przypadku aluminium jest niezbędnym, podgrzanie blachy w obszarze deformacji do temperatury bliskiej 100 stopni Celsjusza. Nie należy przekraczać 100 stopni bo wiąże się to z nieodwracalnym uszkodzeniem – spaleniem lakieru. Do podgrzewania zwykle wykorzystuje się opalarki ale można też posiłkować się promiennikami podczerwieni. Nagrzana blacha staje się bardziej elastyczną, wgniecenie łatwiej wychodzi z zakleszczenia a ryzyko generowania ostrych wzgórków w punkcie styku narzędzia do wypychania z blachą - obniża się. Aby ryzyko wzgórków było jak najmniejsze, należy pchać (PUSH) narzędziami o płaskich, zaoblonych kształtach końcówek lub stosować sposoby na zamortyzowanie pracy końcówek poprzez stosowanie nakładek z miękkiego tworzywa. Dla "zmiękczenia" końcówki drutu do wypychania stosuje się także owijanie końcówki drutu: taśmami z tworzyw, płóciennymi a czasem nawet papierowymi.
Proces technologiczny usuwania dużego wgniecenia krok po kroku:
- Usunięcie zanieczyszczeń i zabrudzeń w obszarze uszkodzenia.
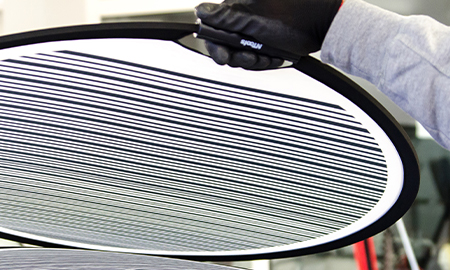
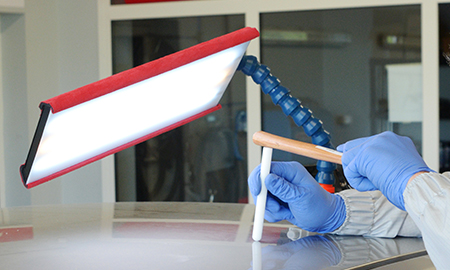
- Oględziny uszkodzonego obszaru w lampie PDR.
- Dokładne oględziny z analizą miejsc zagłębień i wzgórków. Określenie obszarów do wyciągania i obszarów do wbijania (można wytrasować – rozrysować cienkopisem korony i dołki w obszarze wgniecenia).
- Identyfikacja sposobu i możliwości dostępu do uszkodzenia. Dobór technologii naprawy.
- Odprężanie młotkiem PDR miejsc z odłożonymi naprężeniami. Koniecznie należy stosować pomiędzy wszystkimi kolejnymi etapami procesu niezależnie od zastosowanej technologii.
- Rozpoczynanie prac od miejsc najgłębszych, naprzemiennie z liniami przetłoczeń (rantów) aż do odzyskania linii rantów i przetłoczeń.
- Praca przyssawkami jeśli jest tylko możliwość.
- Wykorzystanie techniki klejowej PULL i młotków bezwładnościowych.
- Podgrzewanie obszaru uszkodzenia.
- Wykorzystanie techniki wypychowej PUSH narzędziami o miękkich końcówkach.
- Wykończenie techniką PUSH narzędziami o końcówkach ostrych, precyzyjnych, twardych.
- Blendowanie młotkami.
- Kontrola w świetle lamp PDR pod różnymi kątami i najlepiej z kierunków prostopadłych.
- Usunięcie śladów po pracach.
- Wypolerowanie naprawianego obszaru.
Przy naprawie dużych wgnieceń nie zawsze będzie możliwa naprawa na 100%, bez uszkodzenia lakieru. Naprawa uszkodzenia do lakierowania (PUSH TO PAINT) może być korzystną alternatywą.
