

Jak powinna przebiegać naprawa dużych wgnieceń (okrągłych i eliptycznych)?

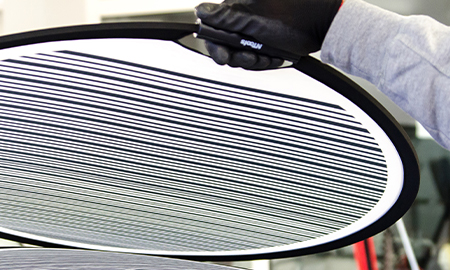



Metoda PDR pozwala usuwać nie tylko niewielkie ale również duże wgniecenia na karoserii. W grę wchodzą jednak takie powierzchnie na których nie pękł lakier ani nie została rozciągnięta blacha elementu. Ograniczeniem nie jest wielkość uszkodzenia ale jego charakter – ostre załamania, odłożone mocne naprężenia na powierzchni i/lub brzegach wgniecenia – uniemożliwiają usunięcie wgniecenia w technice PDR. Przeczytaj o tym, jakie są podstawowe kryteria kwalifikacji powierzchni do naprawy metodą PDR oraz zasady jej stoswania wynikające z charakterystyki procesu?
Jakie są podstawowe zasady kwalifikacji powierzchni do naprawy metodą PDR?
Wyróżnić można 3 postawowe zasady kwalifikujące daną powierzchnię do naprawy metodą PDR:
- element kwalifikowany do naprawy metodami PDR nie może być uprzednio szpachlowany.
- naprawa elementów lakierowanych naprawczo realizowana jest wyłącznie na odpowiedzialność właściciela pojazdu.
- istnieją ograniczone możliwości napraw techniką PDR na profilach zamkniętych i wzmocnieniach
Jak przebiega proces naprawy dużych wgnieceń metodą PDR?
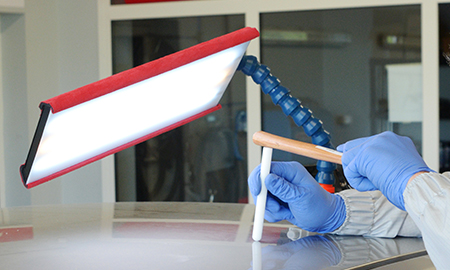
Naprawę wgniecenia dużego warto rozpoczynać narzędziami o dużej powierzchni przylegania. Stosując metodę klejową (PULL) warto zastosować grzybki/adaptery o wielkościach jak najbardziej zbliżonych do wielkości uszkodzenia ale zawsze nieco mniejszymi od wgniecenia. Jeżeli wgniecenie rozległe ma łagodny charakter, to warto rozpocząć prace od zastosowania przyssawek. Ich średnica powinna być dobierana analogicznie jak adapterów/grzybków przyklejanych termotopliwym klejem. Klej musi być klejem elastyczny – np. NTools G Stick
Warto pamiętać, że im większa przyssawka tym większa siła ciągnięcia. Dobra, elastyczna przyssawka z wydajną pompką podciśnieniową, może przy swojej średnicy 125 mm, wygenerować siłę ciągnięcia rzędu 300 N (30kG). Przyssawka o średnicy 100 mm generuje siłę 200 N (20kG). Przyssawka o średnicy 75 mm pozwala osiągnąć 100 N (10kG). Przyssawki o mniejszych średnicach niż 75 mm generują siły uciągu mniejsze, nie pozwalające przekraczać granicy sprężystości naprawianego elementu. Dobrze sprawdza się przy naprawach tego typu wgnieceń zestaw przyssawkowy NTools M-VDP. Zawiera przyssawki o średnicach 125, 100 i 75 mm oraz młotek bezwładnościowy o masie 2800g ze zintegrowaną pompką podciśnieniową umożliwiający montaż wybranej przyssawki.
Można także stosować przyssawki niezintegrowane z młotkiem bezwładnościowym ale umożliwiające naprężenie blachy poprzez ich pociągnięcie z przytrzymaniem i ostukiwanie młotkiem w miejsca odłożonych naprężeń. Przykładem przyssawek tego typu są przyssawki z zestawu NTools V75/125 lub pojedyncze NTools V75 lub NTools V125. Przyssawki wykonane są z wysokiej jakość tworzywa sztucznego oraz elastycznej gumy umożliwiającej dopasowanie się ich niemal do każdej powierzchni.
arzędzia – przyssawki to bezinwazyjny i skuteczny sposób na naprawę wgnieceń karoserii z elementów takich jak: drzwi, dach, panele boczne, pokrywa silnika, błotnik a także lakierowane zderzaki wykonane z tworzywa sztucznego.
W trakcie pracy należy odprężać obszar uszkodzenia ostukując, opukując wypiętrzone obszary młotkami PDR. Młotki wykorzystywane w pracach technologią PDR to młotki lekkie. Ich ciężar waha się od 100 do 200 gram. Młotki te winny być dobrze wyważone, rozkład masy powinien być równomierny – NTS MDW - precyzyjny mały młotek blacharski z dwoma okrągłymi bijakami ze sferycznie wykończoną powierzchnią roboczą. Z jednej strony bijak PTFE - twardy, z drugiej gumowy. Średnica stopki ok. 12mm. Przeznaczony do prac wykończeniowych lub przy naprawach nieinwazyjnych na powłoce lakierniczej. Trzonek z litego drewna hikorowego. Bez rezonansowe drewno trzonka doskonale współpracuje z pobijakami przy wbijaniu wzgórków. Dzięki temu młotki te dobrze „leżą” w rękach Techników. Uderzanie nimi to sekwencja wielu „miękkich” , łagodnych, delikatnych ruchów a nie pojedyncze, silne ciosy z zamachem. Uderzenia młotkiem PDR to bardziej opuszczanie młotka pod jego własnym ciężarem z wysokości dobieranej przez Technika. O sile decyduje wysokość z jakiej upuszcza się młotek na nierówność. Taka technika zwana jest blendowaniem. To dzięki jej zastosowaniu usuwane są rozległe ale o niewielkiej wysokości nierówności.
Końcówka młotka ma doskonale, precyzyjnie wykończone polerowaniem powierzchnie. NTools PDR Carbon Hammer to młotek do blendowania . Trzonek młotka wykonany jest z lekkiego a zarazem bardzo wytrzymałego włókna węglowego - Carbon. Powierzchnia trzonka jest matowa (dodatkowo szlifowana) co przekłada się na poprawę chwytu Technika. Długość 435 mm i odpowiednie wyważenie przy całkowitej wadze 210 g pozwala na precyzyjną i efektywną pracę. Dzięki temu praca młotkiem nie pozostawia śladów na lakierze. Co ciekawe, pod względem pozostawianiu śladów pracy na lakierze, młotek jest rozwiązaniem bezpieczniejszym niż pobijak. Nie zawsze i nie wszędzie praca młotkiem jest możliwa i wystarczająca. Przy wbijaniu wzgórków wygenerowanych przy wypychaniu drutem niezbędne jest wbijanie wzgórków z wykorzystaniem pobijaków. Pobijaków zakończonych ostro, pobijaków twardych lub o końcówkach uelastycznionych nakładkami z tworzyw.
Po wykonaniu prac PDR należy usunąć wszelkie ślady stosowania tej techniki. Obszar od zewnątrz należy wypolerować. Często nosi on ślady prac pobijakami. Nie powinien nosić śladów pracy młotkiem o ile ma on właściwie wykończone końcówki (gładkie, wypolerowane, bez rys i deformacji). Otwory technologiczne poprzez które Technik dostawał się pod obszar uszkodzenia powinny mieć wyrównane krawędzie oraz uzupełnione ubytki lakieru jeżeli do nich doszło. Zarysowania od pracy drutem na wewnętrznej stronie elementu powinny zostać zabezpieczone antykorozyjnie.
Przy naprawie dużych wgnieceń nie zawsze będzie możliwa naprawa na 100%, bez uszkodzenia lakieru. Naprawa uszkodzenia do lakierowania (PUSH TO PAINT) może być korzystną alternatywą.
